ENG
ENG
 English
English
 русский
русский
 Español
Español
 Türk
Türk
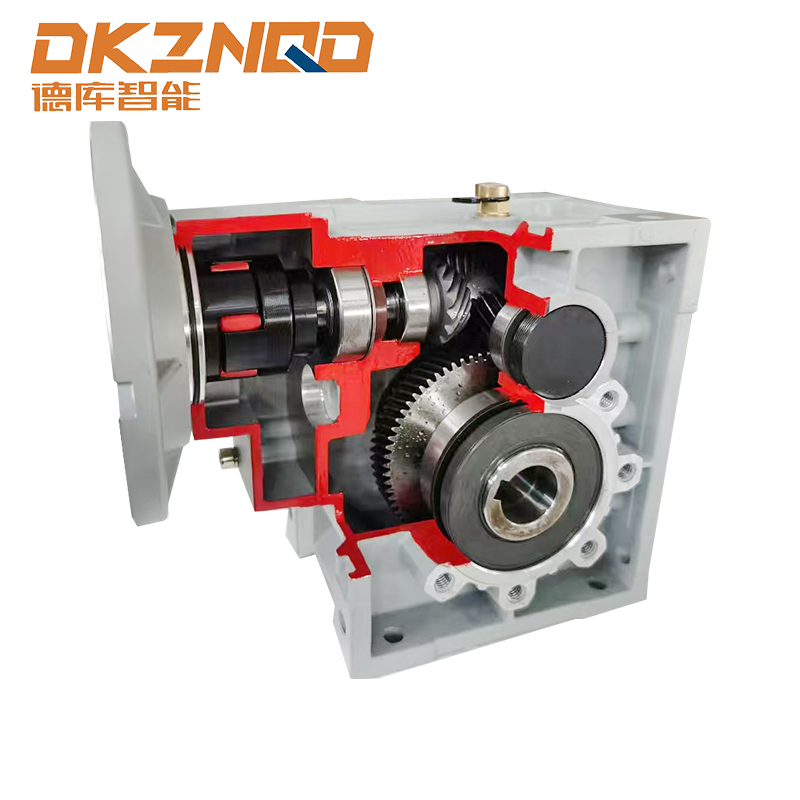
The BKM hypoid gear reducer is a critical component in heavy-duty industrial applications, offering high torque density and smooth operation due to its unique hypoid gear geometry. However, like all mechanical systems, it is susceptible to specific failure modes that can compromise performance and longevity. Understanding these failures—such as pitting, scoring, tooth breakage, and bearing wear—requires a systematic analysis of root causes, including lubrication deficiencies, misalignment, and operational stressors.
1. What Are the Most Common Failure Modes in BKM Hypoid Gear Reducers?
Hypoid gear reducers, including the BKM series, are designed for high-load applications, but their complex gear meshing action makes them vulnerable to distinct failure patterns. Wear and pitting are among the most frequent issues, arising from repeated cyclic loading that induces surface fatigue. Microscopic cracks form on gear teeth surfaces, eventually propagating into visible pits. This is exacerbated by inadequate lubrication or the presence of abrasive contaminants.
Scoring and micropitting occur when the lubricant film fails to separate gear teeth adequately, leading to metal-to-metal contact. The high sliding friction inherent in hypoid gears accelerates this process, resulting in surface scoring or fine cracks known as micropitting. Tooth breakage, though less common, is catastrophic and typically stems from sudden overloads, improper heat treatment, or misalignment-induced stress concentrations.
Bearing failures often accompany gear issues, as hypoid gear reducers rely on precision bearings to support axial and radial loads. Contaminated lubricants, improper preloading, or excessive operational temperatures can degrade bearing performance. Oil leaks, while not directly causing gear failure, signal seal degradation or thermal expansion mismatches, which can lead to lubricant starvation and secondary damage.
2. How Does Lubrication Impact the Lifespan of a BKM Hypoid Gear Reducer?
Lubrication is the single most critical factor in determining the service life of a BKM hypoid gear reducer. The hypoid gear design generates significant sliding friction, necessitating extreme-pressure (EP) lubricants with anti-wear additives like sulfur-phosphorus compounds. These additives form protective layers on gear surfaces, preventing direct metal contact under high loads.
Oil viscosity selection must account for operating temperatures and load conditions. ISO VG 220 or 320 grades are common, but deviations—such as using lower-viscosity oils in cold environments—can lead to insufficient film thickness. Regular oil analysis is recommended to monitor additive depletion, oxidation, and contamination. For instance, particulate contamination exceeding ISO 4406 cleanliness codes can accelerate wear by acting as an abrasive medium.
Automated lubrication systems are gaining traction in industrial settings, ensuring consistent oil delivery and reducing human error. However, manual maintenance regimes must adhere to strict intervals, with regreasing schedules adjusted based on operational hours and environmental conditions. The table below summarizes key lubrication parameters for BKM hypoid gear reducers:
| Parameter | Recommendation |
|---|---|
| Lubricant Type | EP gear oil (ISO VG 220–320) |
| Additives | Sulfur-phosphorus, anti-wear agents |
| Cleanliness Standard | ISO 4406: ≤18/16/13 |
| Oil Change Interval | 5,000–10,000 operating hours |
3. Can Proper Alignment and Installation Prevent BKM Hypoid Gear Reducer Failures?
Misalignment is a leading contributor to premature failures in hypoid gear reducers. Even minor angular or parallel misalignment between the input and output shafts can induce uneven load distribution, increasing stress on specific gear teeth and bearings. This manifests as excessive vibration, noise, and localized overheating.
Laser alignment tools have become the industry standard for precision, capable of detecting misalignment within 0.001 inches. Traditional methods, such as dial indicators, are less accurate but may suffice for smaller systems. Thermal growth must also be considered; hypoid gear reducers operating at elevated temperatures experience housing expansion, which can alter alignment during operation. Preemptive compensation during installation—such as offsetting shafts at ambient temperature—can mitigate this effect.
Mounting practices are equally critical. A distorted housing due to uneven bolt tightening or an unstable foundation can introduce internal stresses. Soft foot checks, using shims to ensure uniform contact between the reducer and base, are essential during installation.
4. How Can Advanced Monitoring Technologies Extend the Service Life of BKM Hypoid Gear Reducers?
The integration of Industry 4.0 technologies has transformed maintenance strategies for hypoid gear reducers. Vibration analysis remains a cornerstone, with accelerometers detecting early-stage gear tooth defects or imbalance. Frequency domain analysis helps distinguish between gear mesh harmonics and bearing faults, enabling targeted interventions.
Thermography complements vibration monitoring by identifying hotspots caused by friction or lubricant breakdown. Portable infrared cameras or fixed sensors can track temperature trends, with deviations from baseline indicating potential issues. Oil condition monitoring systems, equipped with IoT-enabled sensors, provide real-time data on lubricant viscosity, moisture content, and particulate levels. This facilitates condition-based maintenance, replacing fluids only when necessary rather than on a fixed schedule.
Predictive maintenance platforms leverage machine learning to analyze historical and real-time data, forecasting failure risks with high accuracy. For example, an algorithm might correlate rising vibration amplitudes with impending bearing failure, prompting preemptive replacement during planned downtime.
Proactive management of BKM hypoid gear reducer failures hinges on a multidisciplinary approach: selecting appropriate lubricants, ensuring precise alignment, and adopting advanced monitoring tools. As industries prioritize sustainability and operational efficiency, the role of predictive maintenance will expand, further minimizing unplanned downtime. Future advancements, such as digital twin simulations, promise to refine these strategies, offering virtual models to test scenarios and optimize performance. By addressing failure modes systematically, operators can maximize the reliability and longevity of these critical power transmission components.
 05 Jun,2025
05 Jun,2025