ENG
ENG
 English
English
 русский
русский
 Español
Español
 Türk
Türk
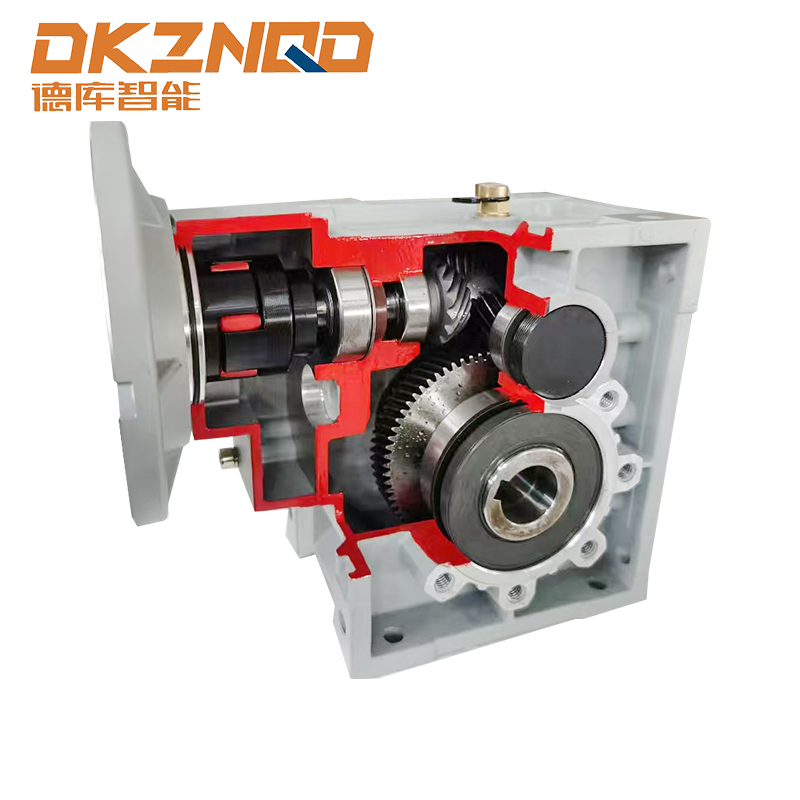
Understanding the BKM Hypoid Gear Reducer Architecture
The BKM Hypoid Gear Reducer represents a significant advancement in right-angle power transmission technology, combining the compact footprint of traditional worm gearboxes with the high-efficiency characteristics of bevel gear systems. This sophisticated transmission device utilizes hypoid gear geometry where the pinion axis is offset from the gear axis, creating a hyperboloid pitch surface that enables superior load distribution and smooth power transfer between non-intersecting shafts arranged at 90 degrees.
Unlike conventional bevel gears where the axes intersect at a single point, the BKM series employs a precisely calculated offset distance that allows the pinion diameter to increase substantially without requiring additional space. This architectural distinction results in a contact ratio typically ranging from 2.2:1 to 2.9:1, meaning multiple teeth engage simultaneously during operation. The enhanced contact pattern distributes operational loads across a broader surface area, significantly reducing stress concentration on individual teeth and extending the overall service life of the transmission system.
The BKM series encompasses six primary frame sizes ranging from BKM050 to BKM130, accommodating motor input power from 0.12kW to 7.5kW and delivering output torque capabilities spanning 80Nm to 1500Nm depending on configuration. Housing materials transition from high-grade aluminum alloy for frame sizes 050 through 090 to robust gray cast iron HT250 for the larger 110 and 130 models, ensuring optimal strength-to-weight ratios across the entire product range while maintaining corrosion resistance and thermal stability.
Key Structural Advantages Over Standard Bevel Gearboxes
Enhanced Load Capacity Through Offset Geometry
Standard bevel gearboxes operate with intersecting shaft axes that limit the pinion diameter relative to the gear wheel. In contrast, the BKM hypoid design's offset configuration permits a larger pinion diameter, increasing the tooth contact area by approximately 30-40% compared to equivalent spiral bevel gear sets. This expanded contact surface enables the BKM series to transmit torque loads up to 750Nm in single-stage configurations while maintaining exceptional durability under continuous operation.
The offset distance in BKM reducers typically falls within 10-25% of the gear diameter, optimized through computer-aided tooth contact analysis to balance load distribution with manufacturing practicality. This geometric arrangement creates a sliding-rolling composite motion during meshing that, while generating slightly more heat than pure rolling contact, provides superior running-in characteristics and noise reduction through gradual tooth engagement.
Material Specifications and Heat Treatment
The BKM series utilizes premium alloy steel 20CrMnTi for all gear components, subjected to precision carburizing and quenching heat treatment processes that achieve surface hardness levels of 58-62 HRC while maintaining a tough, ductile core. The effective case depth ranges from 0.3mm to 0.6mm after precision grinding operations, ensuring optimal wear resistance without compromising tooth root strength. Output shafts are manufactured from 42CrMo chromium-molybdenum steel, delivering superior fatigue resistance and torsional strength for demanding industrial applications.
Housing construction varies by frame size to optimize performance characteristics. Aluminum alloy housings (BKM050-BKM090) undergo shot blasting and specialized anti-corrosion surface treatment followed by phosphate coating and RAL7035 gray or RAL5010 blue paint application. This multi-stage surface preparation ensures excellent adhesion and environmental protection. Cast iron housings (BKM110-BKM130) provide enhanced rigidity and vibration damping for heavy-duty installations, manufactured using vertical machining centers to maintain geometric tolerances within 0.02mm.
Performance Characteristics and Efficiency Metrics
Transmission Efficiency and Thermal Performance
The BKM hypoid gear reducer achieves impressive efficiency ratings of 92-94% for two-stage configurations and 90-92% for three-stage units, representing a substantial improvement over traditional worm gear reducers that typically operate at 60-85% efficiency depending on ratio and load conditions. This efficiency advantage translates directly to energy savings and reduced operating temperatures, with BKM units running approximately 15-26 degrees cooler than equivalent worm gearboxes under identical load conditions.
Operating noise levels for the BKM series range from 55dB to 65dB under rated conditions, significantly quieter than straight bevel gear alternatives and comparable to high-precision helical gear units. The reduced noise signature results from the continuous line contact pattern of hypoid tooth geometry and the progressive engagement of multiple tooth pairs, minimizing impact forces and vibration transmission to the mounting structure.
Speed Ratio Configurations and Output Specifications
BKM reducers offer extensive ratio coverage to accommodate diverse application requirements. Two-stage configurations provide ratios from 7.5:1 to 60:1, while three-stage units extend this range to 300:1, enabling precise speed matching for conveyor systems, packaging machinery, and automated production lines. The modular design allows for hollow shaft or solid shaft output configurations, with optional shrink disk mounting for enhanced torque transmission security.
| Model | Torque Range (Nm) | Radial Load (N) | Housing Material |
| BKM050 | 80-130 | 1510-4100 | Aluminum Alloy |
| BKM063 | 110-200 | 1710-4800 | Aluminum Alloy |
| BKM075 | 200-350 | 2330-6500 | Aluminum Alloy |
| BKM090 | 300-500 | 2950-8300 | Aluminum Alloy |
| BKM110 | 520-750 | 3280-10000 | Cast Iron |
Input speed ratings of 1400 RPM are standard, with maximum permissible speeds reaching 3000 RPM for continuous duty cycles. The gear precision level of 6-grade (ISO 1328) ensures smooth operation and minimal backlash, critical for positioning applications in automation and material handling systems.
Critical Differences: BKM Hypoid vs. Standard Bevel Gearboxes
Shaft Configuration and Installation Flexibility
The fundamental distinction between BKM hypoid reducers and standard bevel gearboxes lies in the shaft axis relationship. Standard bevel gears require intersecting axes that meet at a single point, constraining the design flexibility and often necessitating elevated mounting positions. The BKM hypoid configuration permits non-intersecting axes with a specific offset distance, enabling the drive shaft to pass below the gear centerline. This design characteristic proves invaluable in automotive and industrial applications where lowering the center of gravity improves stability or where space constraints demand compact right-angle power transmission.
Installation versatility represents another significant advantage. BKM reducers accommodate foot mounting, flange mounting, torque arm mounting, and various output shaft configurations including hollow shafts with keyway or splined connections. The series maintains dimensional compatibility with NMRV worm gear units for frame sizes 063 and above, facilitating direct replacement upgrades that can improve system efficiency by 30-40% without modifying existing mounting structures.
Lubrication Requirements and Maintenance Protocols
Hypoid gear systems generate more sliding friction than standard bevel gears due to the offset geometry, necessitating specialized lubrication strategies. BKM reducers require high-performance gear oils with extreme pressure (EP) additives, typically ISO VG220 or VG320 viscosity grades, to maintain adequate oil film thickness under high contact pressures. Synthetic lubricants based on polyglycols (PG) or poly-alphaolefins (PAO) are recommended for applications operating in ambient temperatures ranging from -5°C to +40°C, providing superior oxidation resistance and extended service intervals compared to mineral oil alternatives.
Maintenance intervals for BKM units under normal operating conditions typically extend to 10,000 hours or 12 months, whichever occurs first. The aluminum alloy housing design incorporates optimized cooling fins and large surface areas that enhance heat dissipation, reducing thermal stress on lubricants and extending fluid service life. Sealing systems utilize SKF, NOK, or equivalent quality oil seals with double-lip configurations to prevent contamination ingress and lubricant leakage, ensuring reliable operation in dusty or humid industrial environments.
Comparative Performance Analysis
When evaluating transmission options for right-angle power transfer, several performance parameters distinguish BKM hypoid reducers from standard bevel and worm gear alternatives:
- Efficiency: BKM hypoid units achieve 90-94% efficiency compared to 98-99% for spiral bevel gears and 60-85% for worm gears. While spiral bevel gears offer marginally higher efficiency, they lack the offset capability and compact design of hypoid systems.
- Torque Density: The BKM series delivers higher torque per unit volume than standard bevel gearboxes, with the offset pinion design enabling greater tooth contact area and improved load distribution.
- Noise Characteristics: Operating noise levels of 55-65dB place BKM reducers between quiet helical bevel units (50-60dB) and noisier straight bevel or worm gear systems (65-75dB).
- Backlash and Precision: Standard backlash values of 15-30 arcminutes suit general industrial applications, with reduced backlash options available for precision positioning requirements.
- Thermal Management: BKM units operate at temperatures 15-30% lower than equivalent worm gearboxes, reducing cooling requirements and extending component service life.
Industrial Applications and Implementation Scenarios
Material Handling and Conveyor Systems
BKM hypoid gear reducers excel in conveyor applications requiring reliable right-angle power transmission with minimal maintenance downtime. The high efficiency ratings translate to lower energy consumption for continuous-duty belt conveyors, roller conveyors, and chain conveyor systems operating in distribution centers, manufacturing facilities, and warehousing operations. The compact aluminum housing allows installation in space-constrained locations, while the hollow shaft option simplifies integration with conveyor drive rollers and drum motors.
Typical conveyor applications utilize BKM075 and BKM090 models with ratios between 20:1 and 40:1, providing output speeds of 35-70 RPM when driven by 1400 RPM motors. The high starting torque capability and smooth acceleration characteristics minimize belt slippage and mechanical shock during startup sequences, extending conveyor belt life and reducing maintenance requirements.
Packaging and Food Processing Machinery
The food-grade compatible aluminum housing and smooth surface finish of BKM reducers make them suitable for packaging machinery applications where cleanliness and corrosion resistance are essential. Cartoning machines, filling equipment, labeling systems, and palletizing robots benefit from the precise speed control and low-noise operation of hypoid gear transmission. The reducers' compatibility with servo motors through dedicated ST flange configurations enables high-precision positioning for pick-and-place operations and synchronized motion control.
In food processing environments, the aluminum alloy construction resists corrosion from washdown procedures and sanitizing chemicals, while the sealed housing design prevents contamination of food products. Operating temperatures remain within acceptable ranges even during continuous high-speed operation, ensuring consistent performance in baking, dairy processing, and beverage production lines.
Automation and Machine Tool Applications
Industrial automation systems utilize BKM hypoid reducers for rotary table drives, robotic arm joints, and positioning mechanisms requiring compact right-angle power transmission. The ability to achieve high reduction ratios in single-stage configurations simplifies mechanical design and reduces the number of potential failure points compared to multi-stage bevel or planetary alternatives. Integration with servo motors through IEC or NEMA flange mounts provides the precision and responsiveness required for CNC machine tool applications, automated assembly systems, and material positioning equipment.
Machine tool manufacturers specify BKM110 and larger models for heavy-duty applications requiring high rigidity and minimal deflection under cutting loads. The cast iron housing variants provide the mass and damping characteristics necessary for vibration-sensitive machining operations, while the precision-ground gears maintain accurate positioning repeatability over extended operational periods.
Specialized Applications in Entertainment and Medical Equipment
Beyond traditional industrial applications, BKM hypoid reducers find use in specialized equipment requiring quiet, smooth operation and compact design. Stage lighting systems, theatrical scenery movement mechanisms, and film production equipment benefit from the low-noise characteristics and precise speed control of hypoid transmission. Medical equipment manufacturers utilize these reducers for patient positioning tables, diagnostic imaging equipment, and rehabilitation devices where smooth, quiet motion enhances user comfort and safety.
Fitness equipment manufacturers incorporate BKM reducers into treadmills, elliptical trainers, and strength training machines, leveraging the high torque capacity and compact form factor to create ergonomic, space-efficient exercise equipment. The maintenance-free operation and long service life of properly lubricated hypoid gear systems reduce total cost of ownership for commercial fitness facility operators.
Selection Guidelines and Technical Considerations
Sizing and Load Calculations
Proper selection of a BKM hypoid gear reducer requires careful analysis of application requirements including input power, output speed, torque demands, and duty cycle characteristics. The selection process begins with calculating the required output torque based on load inertia, acceleration requirements, and mechanical efficiency needs. Service factors ranging from 1.0 for uniform loads to 2.0 for heavy shock loads should be applied to ensure adequate capacity margins for reliable long-term operation.
Radial and axial load capabilities must be verified against actual application conditions, particularly for overhung load scenarios common in conveyor and pump drives. The BKM series provides substantial overhung load capacity, with BKM110 models accommodating radial loads up to 10,000N depending on mounting configuration and distance from the output face. For applications exceeding standard load ratings, external bearing supports or alternative mounting arrangements may be necessary.
Environmental and Operating Conditions
Ambient temperature ranges, humidity levels, and exposure to contaminants significantly impact reducer selection and configuration. Standard BKM units operate reliably in temperatures from -10°C to +40°C, with high-temperature variants available for applications exceeding these limits. In environments with high dust or moisture levels, enhanced sealing options including double-lip oil seals and labyrinth seals provide additional protection against contamination ingress.
High-altitude installations (above 1000 meters) require derating due to reduced air density and cooling capacity, typically 1-2% per 100 meters above the rated elevation. Corrosive environments necessitate special surface treatments or alternative housing materials, with cast iron variants offering superior chemical resistance compared to aluminum for certain industrial atmospheres.
Integration with Motor Systems
BKM reducers accommodate various motor mounting configurations including direct motor attachment (MV), IEC flange mounting (IEC), and servo motor adaptation (ST). Motor selection should consider the reducer's maximum input speed limitations and the thermal characteristics of the combined assembly. High-efficiency motors (IE3 or IE4 classifications) maximize the energy savings potential of BKM hypoid transmission, particularly in continuous-duty applications where operating hours accumulate rapidly.
Brake motor integration is available for applications requiring holding torque or emergency stopping capabilities, with DC disc brakes providing reliable holding forces and fast response times. Encoder mounting options facilitate closed-loop speed and position control when paired with variable frequency drives or servo controllers, enabling precise motion profiles in automation applications.
Installation Best Practices and Alignment Procedures
Mounting and Alignment Requirements
Proper installation of BKM hypoid gear reducers requires attention to shaft alignment, mounting surface flatness, and bolt torque specifications. The offset nature of hypoid gears makes them somewhat more sensitive to misalignment than straight bevel gears, necessitating careful attention to mounting accuracy. Shaft alignment tolerances should maintain parallelism within 0.05mm per 100mm of center distance and angular misalignment below 0.1 degrees to prevent uneven load distribution and premature wear.
Mounting surfaces must be machined flat and free from burrs or debris that could distort the housing when fasteners are tightened. Foundation bolts should be torqued to manufacturer specifications in a star pattern to ensure even seating of the mounting flange. For foot-mounted installations, shim stock may be required to achieve proper alignment with driven equipment, with shims placed at all mounting points to maintain housing integrity.
Initial Startup and Run-In Procedures
New BKM reducers require proper run-in procedures to optimize tooth contact patterns and surface finish. Initial startup should occur under light load conditions (50-75% of rated capacity) for the first 10-20 operating hours, allowing the gear surfaces to polish and achieve optimal contact geometry. During this period, operating temperature should be monitored to ensure it remains within acceptable limits, typically not exceeding 80°C at the housing surface.
Following the run-in period, oil changes should be performed to remove any wear particles generated during initial meshing. Synthetic lubricants may require shorter initial change intervals (approximately 500 hours) to ensure removal of manufacturing residue and break-in debris. Regular oil analysis can extend change intervals once baseline contamination levels are established, reducing maintenance costs while ensuring reliable operation.
Long-Term Reliability and Maintenance Strategies
Predictive Maintenance and Condition Monitoring
Implementing predictive maintenance strategies for BKM hypoid gear reducers maximizes equipment availability and minimizes unplanned downtime. Vibration analysis provides early detection of gear tooth damage, bearing wear, or alignment issues, with frequency spectra revealing characteristic fault frequencies for various failure modes. Oil analysis programs monitor lubricant condition, contamination levels, and wear metal concentrations, providing insight into internal component health without requiring disassembly.
Temperature monitoring through infrared thermography or embedded sensors identifies developing issues such as lubricant degradation, bearing failure, or overload conditions before catastrophic damage occurs. Establishing baseline thermal signatures during normal operation enables anomaly detection that triggers maintenance actions before functional failures develop. For critical applications, continuous monitoring systems provide real-time data on vibration, temperature, and oil condition, enabling condition-based maintenance scheduling.
Common Failure Modes and Prevention
Understanding potential failure mechanisms enables proactive maintenance strategies that extend BKM reducer service life. Tooth surface fatigue (pitting) results from excessive contact stress or inadequate lubrication film thickness, preventable through proper sizing and lubricant selection. Scuffing or adhesive wear occurs under high-speed, high-load conditions with insufficient lubricant viscosity or degraded oil condition, mitigated through appropriate EP additive packages and regular oil changes.
Bearing failures typically manifest as increased noise, vibration, or temperature, often resulting from contamination ingress, improper lubrication, or excessive loads. Seal degradation allows moisture and particulate contamination to enter the housing, accelerating wear on gears and bearings. Regular inspection of oil seal condition and prompt replacement of compromised seals prevents secondary damage to internal components. Shaft seal leaks should be addressed immediately to prevent lubricant loss and contamination ingress that could lead to catastrophic failure.
Frequently Asked Questions
Q1: What makes the BKM hypoid gear reducer different from a standard worm gearbox?
The BKM hypoid gear reducer utilizes offset-axis hypoid gear geometry rather than the worm and wheel arrangement of worm gearboxes. This design achieves efficiency ratings of 92-94% compared to 60-85% for worm units, operates at significantly lower temperatures, and provides higher torque density in a more compact package. The offset shaft arrangement also allows the input shaft to pass below the output shaft centerline, providing installation flexibility impossible with standard worm designs.
Q2: Can BKM reducers replace existing NMRV worm gearboxes without modification?
Yes, BKM series reducers from size 063 upward maintain dimensional compatibility with NMRV worm gearboxes, enabling direct replacement without modifying mounting structures or coupling arrangements. This interchangeability allows system upgrades that improve efficiency by 30-40% while utilizing existing mechanical interfaces. Note that BKM050 dimensions differ slightly from NMRV050, requiring verification of mounting hole patterns for this specific size.
Q3: What lubrication is required for BKM hypoid gear reducers?
BKM reducers require high-performance gear oils with extreme pressure (EP) additives, specifically ISO VG220 or VG320 viscosity grades for standard operating conditions. Synthetic lubricants based on polyglycols or poly-alphaolefins are recommended for extended service intervals and enhanced thermal stability. The sliding contact inherent in hypoid gear geometry demands EP additives to prevent scuffing and wear under high contact pressures. Initial oil changes should occur after 500 hours of operation, extending to 10,000 hours or 12 months thereafter under normal conditions.
 05 Jun,2025
05 Jun,2025