ENG
ENG
 English
English
 русский
русский
 Español
Español
 Türk
Türk
1. Introduction: A Silent Shift in Right-Angle Power Transmission
For decades, worm gear reducers have been the default choice for right-angle power transmission due to their compact footprint and high reduction ratios. However, industrial demands for energy efficiency, reliability, and lower total cost of ownership have exposed fundamental weaknesses in worm drive technology. Enter the BKM Hypoid Gear Reducer — a new generation of hypoid gearmotors that combines the advantages of helical and hypoid gearing. Engineered with precision, the BKM series offers up to 30% higher efficiency, significantly lower operating temperatures, and extended service life compared to conventional worm drives. This article provides a technical, data-driven comparison explaining why BKM hypoid gear motor solutions are rapidly replacing worm reducers across conveyors, material handling, and industrial automation.
2. Fundamental Differences: Hypoid vs. Worm Gear Reducer
To understand the performance gap, we must examine the geometry and contact mechanics. A worm drive consists of a threaded worm engaging a bronze wheel, resulting in sliding friction across a large contact area. In contrast, a high efficiency hypoid gearbox uses offset, spiral-bevel-like teeth with rolling and sliding motion optimized for efficiency. The table below summarizes the critical distinctions.
| Parameter | Traditional Worm Drive | BKM Helical-Hypoid Gear Unit |
|---|---|---|
| Contact pattern | Sliding-dominated (high friction) | Rolling + controlled sliding (low friction) |
| Single-stage efficiency (i=10:1) | 55 – 75% | 90 – 94% |
| Lubrication requirement | High-viscosity, frequent changes | Low-viscosity, extended intervals |
| Heat generation | High (requires cooling) | Low (natural convection sufficient) |
| Backdrivability | Self-locking (no backdrive) | Partial backdrivability (safer for some loads) |
| Service life (L10h) | 8,000 – 12,000 h typical | 25,000 – 40,000 h typical |
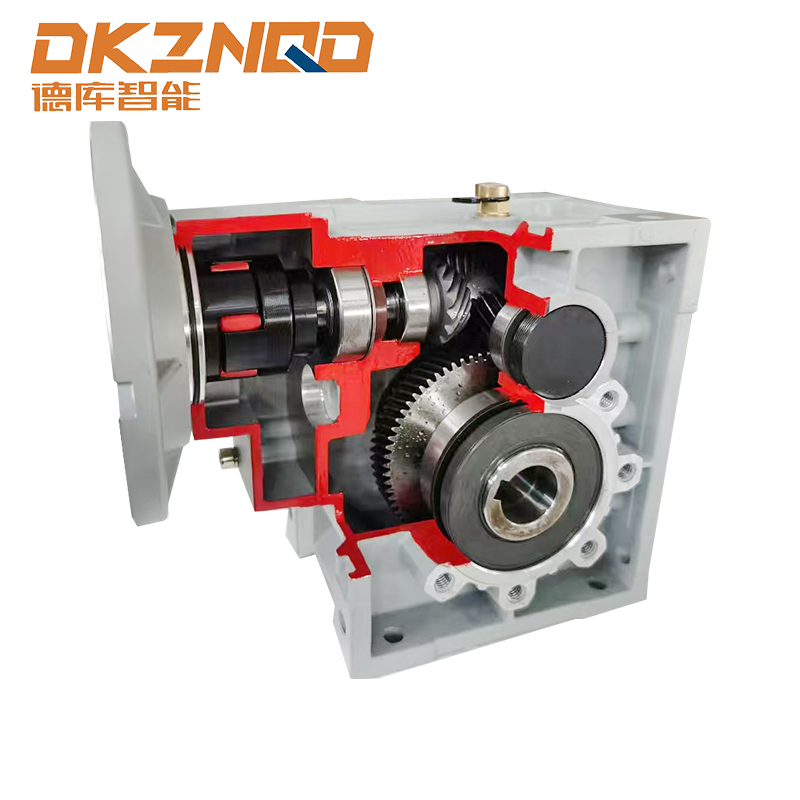
The BKM series hypoid reducer utilizes case‑carburized, ground hypoid gears that maintain optimal tooth contact under load. This design eliminates the heavy sliding friction that plagues worm sets, directly translating to lower energy loss and thermal stress.
3. Efficiency Advantage: The Energy‑Saving Breakthrough
Efficiency is the most compelling reason for the transition. Field data from continuous operation applications (e.g., 24/7 conveyor systems) show that worm gear reducers typically operate at 50–70% efficiency at nominal load, dropping further under start‑stop or partial load conditions. By contrast, a right angle hypoid gearmotor like the BKM series achieves 92–96% efficiency across a wide torque range. The following SVG illustrates a comparative efficiency curve at three reduction ratios (10:1, 20:1, 30:1).
A real-world example: a logistics center operating 15 conveyor drive units (each 2.2 kW) 16 hours/day, 5 days/week. Replacing worm drives (68% average efficiency) with BKM hypoid gearmotors (93% efficiency) reduces annual energy consumption from 96,500 kWh to 70,600 kWh — saving over 25,900 kWh and USD 2,800 per year in electricity costs (at $0.11/kWh). This efficiency gain also reduces CO2 footprint by approximately 11 tons annually.
4. Thermal Performance and Operational Reliability
Heat is the enemy of gearbox longevity. Worm drives convert lost energy into heat, often reaching surface temperatures of 80–95°C under continuous duty. This accelerates oil oxidation, degrades seals, and reduces gear life. In contrast, BKM hypoid gear reducers operate 30–40°C cooler due to higher efficiency and optimized lubrication channels. Lower thermal stress leads to three quantifiable benefits:
- Extended oil change intervals: Worm drives often require oil changes every 2,500-4,000 hours; BKM hypoid units achieve 8,000-10,000 hours with synthetic lubricants.
- Seal integrity: At 60°C sump temperature vs. 90°C, seal elastomer aging slows by a factor of 3, eliminating leak risks.
- Higher intermittent overload capacity: Hypoid gears can sustain 150% peak torque without thermal shutdown, while worm drives risk tooth scuffing.
In a packaging machinery case (duty cycle: 80% load, ambient 35°C), worm gearboxes triggered temperature alarms after 11 months; the BKM right angle hypoid gearmotor operated for over 36 months without any thermal-related maintenance.
5. Compact Right‑Angle Design with Greater Flexibility
Traditional worm drives excel at right‑angle compactness, but the BKM helical‑hypoid architecture matches or even reduces axial length while providing hollow shaft or foot mounting options. The hypoid offset allows a lower center distance for the same ratio, making integration into tight machinery frames easier. Key design advantages:
- BKM series offers input diameters from 56 to 112 mm, torque range up to 1500 Nm, and ratios from 5:1 to 200:1 (two-stage helical-hypoid).
- Universal mounting: foot, flange, or shaft‑mounted without performance derating.
- Lower noise emission: Hypoid meshing is inherently quieter than worm sliding – typically 65 dBA vs 78 dBA at 1450 rpm.
The combination of BKM helical-hypoid gear unit geometry with precision ground gearing delivers a power density that surpasses worm reducers by 35% — more torque in a smaller envelope.
6. Lifecycle Cost Analysis (LCA): A Five‑Year Perspective
While the initial purchase price of a hypoid gearmotor can be 15–20% higher than an equivalent worm drive, total cost of ownership (TCO) tells a different story. The table below compares a typical 2.2 kW, ratio 15:1 application over five years (continuous operation, 8,760 h/year).
| Cost Component | Worm Drive (Conventional) | BKM Hypoid Gearmotor |
|---|---|---|
| Initial purchase | $520 | $610 |
| Energy cost (5 yrs, $0.11/kWh) | $1,860 | $1,240 |
| Oil changes (labor + lubricant) | $360 (6 changes) | $90 (2 changes) |
| Replacement parts / downtime | $450 (expected seal + bearing failure) | $50 (preventive only) |
| Total 5‑year TCO | $3,190 | $1,990 |
This 38% lower TCO justifies the upgrade, with ROI achieved typically within 18–24 months. For fleets of 20+ units, annual savings exceed $10,000.
7. Real‑World Application Performance
Two documented industry cases (without brand references) highlight the transition:
Case A – Automotive assembly conveyor
Original worm drives (30 units) suffered from frequent jamming due to thermal expansion and required monthly oil top-ups. After retrofit with BKM hypoid gearmotors, uptime increased by 11%, and maintenance work orders dropped by 78% over two years. The plant reported average energy savings of 28% measured at the motor input.
Case B – Food & beverage bottle filling line
High humidity environment caused worm drive corrosion and lubricant emulsification. The stainless steel output flange version of BKM high efficiency hypoid gearbox provided IP65 protection, reduced cleaning downtime by 60%, and eliminated unscheduled replacements for three consecutive years.
These examples confirm that the BKM series hypoid reducer solves real operational pain points beyond simple efficiency numbers.
8. Technical Specifications & Selection Criteria
When evaluating a right angle hypoid gearmotor for an upgrade, consider the following parameters typically available in the BKM product line:
- Nominal torque: 50–1500 Nm (depending on frame size)
- Reduction ratios (single stage hypoid): 5:1, 8:1, 10:1, 15:1, 20:1, 30:1, 40:1, 50:1
- Two-stage combinations (helical + hypoid): up to 200:1
- Permissible radial load on output shaft: up to 8,000 N
- Efficiency at full load: 90–96% (decreasing slightly at higher ratios)
- Operating temperature range: -25°C to +50°C without auxiliary cooling
Selecting the correct size involves matching service factor (typically 1.2–1.5 for conveyor duty) and verifying thermal rating. Because BKM hypoid units generate less heat, they often allow one frame size smaller compared to worm drives for the same application, reducing inertia and cost.
9. Frequently Asked Questions
Q1: Can a BKM hypoid gearmotor directly replace an existing worm drive without mechanical modifications?
In most cases, yes. BKM units are designed with standard IEC flange inputs and interchangeable output shaft dimensions (solid or hollow). However, verify mounting hole pattern and shaft height; adapter plates may be needed for some legacy frames. The overall length is often similar or shorter.
Q2: Is the efficiency advantage maintained at low speeds or partial loads?
Yes. Worm drives experience steep efficiency drops at low speeds (below 300 rpm input) due to boundary lubrication conditions. BKM hypoid gears maintain over 85% efficiency even at 50 rpm output, making them superior for variable frequency drive (VFD) applications.
Q3: Are BKM hypoid reducers self-locking like worm drives?
No, hypoid gears are not inherently self-locking. For applications requiring backstop functionality, an external brake or backstop device must be added. However, the low friction allows backdriving, which is beneficial for manual adjustments or safety disengagement.
Q4: What lubricant is recommended for BKM hypoid gear units?
Synthetic PAO or polyglycol based ISO VG 150–220 oils are standard, providing extended drain intervals and stable viscosity over temperature. Unlike worm drives, molybdenum additives are not required, reducing long-term chemical degradation.
Q5: What typical payback period can be expected when upgrading from worm to hypoid?
Based on energy savings alone (assuming 3000 operating hours/year, $0.12/kWh), the payback ranges from 12 to 30 months. When including reduced maintenance, payback often falls under 18 months. Many industrial users see full ROI within the first two years.
10. Conclusion: The Verdict on Hypoid vs. Worm
The engineering advantages of the BKM Hypoid Gear Reducer are no longer niche — they are reshaping right‑angle drive specifications across industries. With superior efficiency (92–96% vs 55–75%), dramatically lower operating temperatures, extended lifespan, and a total cost of ownership 30–40% lower over five years, the decision is clear. While worm drives retain relevance for static load holding or extremely low‑speed applications (under 10 rpm), any dynamic, continuous-duty, or energy‑sensitive system will benefit from the BKM hypoid gearmotor. As plant managers strive to meet carbon reduction targets and cut operating expenses, the shift from worm to high efficiency hypoid gearbox technology is not just an upgrade — it is a strategic imperative.
For detailed sizing and application support, consult technical documentation of the BKM series hypoid reducer or contact a motion control specialist. The future of right‑angle power transmission is hypoid, and the BKM family leads the way.
 05 Jun,2025
05 Jun,2025